Werkzeugaufnahmen Morsekegel DIN 228-1 A (MK)

Werkstoff:
Legierter Einsatzstahl mit einer Zugfestigkeit im Kern von min. 1200 N/mm²
Einsatzgehärtet HRC 60 ± 2 (HV 700 ± 50), Härtetiefe 0,8 mm ± 0,2 mm,
brüniert und präzisionsgeschliffen.
Die erste und wohlbekannte Maschinenspindelschnittstelle war der Morsekegel (MK) oder Morsekonus, der bereits 1868 für das Bohren entwickelt wurde.
Der Name Morsekegel leitet sich von Steffen Morse ab, der im 19. Jahrhundert lebte und 1864 in den USA eine noch heute existierende Werkzeugfirma gründete (nicht zu verwechseln mit Samuel F. B. Morse, dem Namensgeber des Morsecodes).
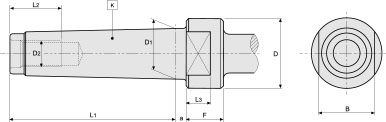
Der Morsekegel (MK) oder Morsekonus ist die genormte Form eines Werkzeugkegels zum Spannen von Werkzeugen,
z. B. großen Bohrern, Reibahlen und Spannfuttern in der Werkzeugaufnahme einer Werkzeugmaschine.
Gleichbedeutend ist die internationale Bezeichnung Morse taper (mt).
Form A: Kegelschaft mit Anzuggewinde
Form AK: Kegelschaft mit Anzuggewinde und Kühlschmierstoffzuführung
Form B: Kegelschaft mit Austreiblappen
Form BK: Kegelschaft mit Austreiblappen und Kühlschmierstoffzuführung
Norm:
DIN 228-1:1987-05 [AKTUELL]
Morsekegel und Metrische Kegel; Kegelschäfte
DIN 228-2:1987-03 [AKTUELL]
Morsekegel und Metrische Kegel; Kegelhülsen
DIN 6364:2000-12 [AKTUELL]
Zwischenhülsen mit Steilkegelschaft für Morsekegelschäfte mit Anzuggewinde